Table of Contents >> Show >> Hide
- Why Traditional Metal 3D Printing Gets Expensive Fast
- What “Electrochemical Metal 3D Printing” Actually Means
- Where the Cost Savings Come From (And Where They Don’t)
- How Electrochemistry Builds Metal in 3D
- Design Guidelines That Make Electrochemical Printing Happier
- What Metals Can You Print Electrochemically?
- Performance: Strength, Density, and Surface Finish
- Practical Use Cases: Where Low-Cost Electrochemical Metal Printing Shines
- Limitations and Reality Checks (Because Physics Is a Strict Parent)
- Where the Tech Is Headed: Faster, More Parallel, More Practical
- Conclusion
- Real-World Notes & Experiences (The Stuff You Learn the Hard Way)
Metal 3D printing has a reputation: brilliant parts, brutal invoices. If you’ve ever priced a laser powder bed fusion system and felt your soul briefly leave your body, you’re not alone. The good news is that there’s a quieter, cooler, and often cheaper path to making metal shapesone that swaps high-powered lasers and inert gas chambers for something a little more… science-fair-meets-factory: electrochemistry.
Electrochemical metal “printing” isn’t one single machine or magic trick. It’s a family of approaches that build metal by depositing ions as solid metal exactly where you want them. When done well, it can mean room-temperature manufacturing, simpler equipment, and significantly lower operating costsespecially for small parts, conductive features, and high-resolution components.
Why Traditional Metal 3D Printing Gets Expensive Fast
Most mainstream metal additive manufacturing is “thermochemical”: it melts or sinters metal powder or wire using lasers, electron beams, or plasma arcs. That physics comes with a shopping list: tight process control, high energy use, safety infrastructure for metal powders, post-processing for density and surface quality, and (often) a serious learning curve.
The biggest cost drivers typically include:
- Capital equipment (lasers/e-beams, chambers, gas handling, filtration)
- Powder management (storage, sieving, contamination risk, safety protocols)
- Energy and facility requirements (heat, ventilation, inerting)
- Post-processing (heat treatment, HIP, machining, support removal)
- Qualification overhead (process variability and part certification)
Electrochemistry changes the game by building metal without needing to melt it. Instead of turning powder into a molten puddle and hoping it behaves, you’re letting ions quietly assemble into metallike a well-organized flash mob.
What “Electrochemical Metal 3D Printing” Actually Means
At the center of electrochemical approaches is a simple idea: dissolved metal ions become solid metal through a controlled reduction reaction at a surface. If you can localize that reaction in 3D, you can “print” metal structures layer by layer (or voxel by voxel).
1) Localized Electrochemical Deposition (LECD / ECAM)
Localized electrochemical deposition focuses the deposition region to a tiny areaoften using a microelectrode, nozzle, or probeso the metal grows only where the tool “writes.” Think of it like electroplating, but with the bath shrunk down to a controlled micro-zone.
Why it’s promising for low-cost metal printing:
- Often runs at room temperature and ambient pressure
- Can avoid vacuum systems and high-power heat sources
- Potentially supports fine features and micro-scale parts
The classic tradeoff is speed: precision is easier than throughput. Researchers have been tackling this by improving fluid delivery, electric field control, and parallelization.
2) Meniscus-Confined Electrodeposition (MCED)
Meniscus-confined electrodeposition uses a tiny liquid meniscus (a stable mini “bridge” of electrolyte) to confine where metal deposits. It’s a clever way to get very fine metallic structures without flooding an entire part in solution.
MCED-style methods are frequently discussed for micro- and nano-scale metal features where you want geometry control, tight localization, and clean deposition. If your goal is a microscopic coil, interconnect, or needle-like structure, MCED is one of the more exciting toolkits in the electrochemical family.
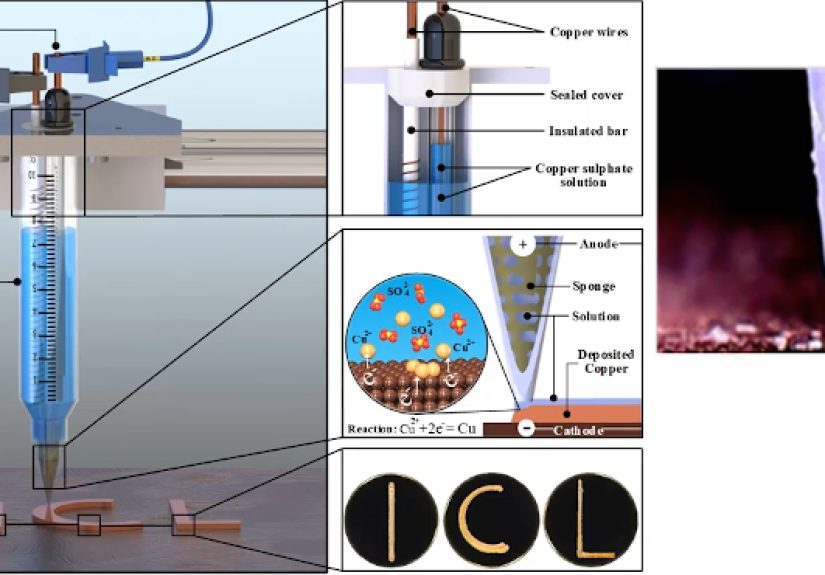
3) Nozzle-Based Electrochemical Printing (Electrochemistry Goes “Extrusion”)
Another branch looks more like familiar 3D printing: a toolhead moves, and material forms where the nozzle goes. The difference is the “ink” is an electrolyte carrying metal ions, and the solid metal forms via electrochemical reactions instead of cooling from a melt.
This approach aims to remove the “big bath” requirement of traditional plating by making the electrochemical environment self-contained at the toolhead. In practice, that can mean simpler fixtures, easier integration with motion stages, and new options for sensitive substrates.
4) The Sleeper Hit: Print Plastic, Then Plate It (Electroforming / Metallization)
Not every “electrochemical metal 3D printing” workflow deposits a fully solid metal part from scratch. One of the most budget-friendly industrial realities is: 3D print a polymer shape cheaply, then electroplate/electroform metal onto it.
This can yield:
- Metal-like appearance without metal AM equipment
- Conductive surfaces for RF, EMI shielding, or sensors
- Improved stiffness and wear resistance compared with raw plastic
It’s not a perfect substitute for a fully dense, all-metal load-bearing partbut for housings, fixtures, prototypes, and functional conductive components, it’s often the highest ROI “metal printing” move in the room.
Where the Cost Savings Come From (And Where They Don’t)
“Low cost” isn’t one thing. It’s a collection of savings that show up in different places depending on the electrochemical method you use. Here’s a realistic breakdown.
Lower capital equipment
Many electrochemical systems avoid high-power lasers, vacuum chambers, and inert gas infrastructures. Motion systems and control electronics still matter, but the overall hardware stack can be less intimidatingespecially for micro-fabrication or conductive-feature printing.
Lower energy intensity
Depositing metal ions at room temperature can be far less energy-hungry than melting and resolidifying metal. That’s not just a utility bill issueit can simplify thermal management and reduce heat-driven distortion risks.
Material utilization and waste
Powder-bed systems can be efficient, but they still require powder handling, recycling, and contamination control. Electrochemical approaches can shift material management toward electrolytes and dissolved salts. Waste streams become more “chemistry lab” than “metal dust tornado,” which is both a blessing and a new responsibility.
Where cost can sneak back in
- Throughput: Slow deposition can raise per-part cost even if the machine is cheap.
- Chemistry control: Electrolyte maintenance, contamination, and bath/nozzle stability are real work.
- Post-processing: Surface finishing and dimensional tuning may still be needed depending on the application.
- Materials limits: Not all alloys are easy to deposit with the same quality or speed.
How Electrochemistry Builds Metal in 3D
Electrochemical metal printing is easiest to understand as “electroplating with choreography.” You apply a controlled electrical potential, metal ions move and reduce at the target surface, and the deposited metal grows into a shape.
The engineering challenge is localizationkeeping deposition tight and predictablewhile still building something larger than a microscopic paperclip. Key control knobs include:
- Current density (affects growth rate and morphology)
- Mass transport (diffusion, convection, and fluid delivery)
- Electrolyte chemistry (additives can dramatically change deposit quality)
- Tool-to-surface gap (critical for localized methods)
- Waveforms (pulsed or modulated deposition for stability and resolution)
If you’ve ever wondered why electroplating can fill complex trenches in electronics manufacturing, you’re already holding a clue: additives and controlled deposition can create surprisingly uniform metal growth in tight featuresknowledge that electrochemical AM borrows and extends.
Design Guidelines That Make Electrochemical Printing Happier
Electrochemical processes are less forgiving of “just wing it” geometry than some melt-based systems. If you design with the physics in mind, you get better parts, fewer defects, and less time saying “why does it look like cauliflower?”
Keep features realistic for the method
Localized micro-deposition can excel at tiny structures but may be slow for bulky parts. If your geometry is a brick, you may be happier with a different AM process. If your geometry is a lattice, trace, micro-post, or high-resolution detailnow we’re talking.
Plan for conductivity and nucleation
Deposition typically needs a conductive pathway (or a prepared seed layer). For hybrid workflows (plastic + plating), you’ll often rely on a conductive coating or seed to start deposition uniformly.
Use “growth-friendly” toolpaths
Where melt-based printing fights gravity, electrochemical printing fights ion transport. Toolpaths that maintain consistent access to fresh ions and stable electric fields tend to produce more uniform results. In practice: avoid sharp, sudden changes in cross-section unless you understand how the process handles them.
What Metals Can You Print Electrochemically?
Electrochemical deposition is well-established for metals like copper and nickel, with deep manufacturing history in electronics and coatings. Precious metals (like gold) are also commonly plated in industry, though “printing” them in 3D depends on the system and economics.
In electrochemical additive manufacturing, material feasibility depends on:
- Stable electrolyte chemistry for that metal (or alloy)
- Ability to control deposit density and microstructure
- Adhesion and mechanical integrity in 3D builds
- Process speed and repeatability for the target geometry
Alloys can be possible, but co-deposition adds complexity. It’s not impossible; it’s just the part where your “simple low-cost system” starts asking for a spreadsheet and a therapist.
Performance: Strength, Density, and Surface Finish
Electrochemical metal parts can achieve impressive quality, but results vary widely by method. Localized approaches can produce high-resolution features, while electroforming workflows can create robust shells or thick metal layers with careful control.
Typical performance considerations include:
- Density and porosity: affected by current, chemistry, and mass transport
- Grain structure: can be tuned, but requires process discipline
- Residual stress: electroplated metals can accumulate internal stress if parameters aren’t managed
- Surface roughness: may require polishing depending on function
The upside is that you avoid many heat-driven defects (warping, large thermal gradients, hot cracking). The downside is you inherit chemistry-driven defects (dendrites, roughness, inclusions). Choose your monsters wisely.
Practical Use Cases: Where Low-Cost Electrochemical Metal Printing Shines
Electronics and interconnects
Electrochemical deposition has a long track record in electronics manufacturing, especially for copper interconnects and complex feature filling. Translating that knowledge into additive manufacturing enables new shapes for conductive paths, micro-connectors, and custom 3D circuitry.
Micro-components and MEMS-adjacent hardware
If your part is tiny, intricate, and needs to be metal (not “metal-ish”), electrochemical micro-additive approaches become very attractive. Micro-coils, micro-springs, micro-lattices, and specialized probes are all candidatesespecially when you need fine features more than raw build volume.
RF, antennas, and shielding
For many RF applications, what matters most is a conductive surface with a controlled geometry. A plated polymer structure can be a cost-effective path to antennas, waveguide-like geometries, or EMI shielding formswithout printing the whole thing in solid metal.
Tooling, fixtures, and prototypes
Electroforming over a cheap printed core can deliver strong, durable prototypes or fixture components that behave more like metal than plastic. It’s especially helpful when you need threads, wear surfaces, or conductive contact points without machining from a metal billet.
Limitations and Reality Checks (Because Physics Is a Strict Parent)
Electrochemical metal 3D printing isn’t a universal replacement for laser-based metal AM. The most common constraints are:
- Speed: deposition can be slow, particularly for thick, bulky parts
- Geometry constraints: some methods prefer accessible surfaces and controlled gaps
- Chemistry management: electrolytes require monitoring, handling, and safety practices
- Scale: micro-scale is often easier than large structural components
- Standardization: fewer mature, widely adopted industrial standards compared with powder-bed fusion
If your goal is a large aerospace bracket with certified fatigue performance, you may still end up in laser territory. If your goal is conductive geometry, micro-resolution, lower energy use, or a cheaper path to metal surfaceselectrochemistry is worth serious attention.
Where the Tech Is Headed: Faster, More Parallel, More Practical
The most exciting direction in electrochemical additive manufacturing is parallelization: instead of “one tiny electrode writing one tiny line,” systems are being developed to deposit many voxels in parallel. More deposition sites can mean higher throughput without abandoning resolution.
Another direction is improved integration: combining localized deposition, smart sensing, and closed-loop control so the process self-corrects as it builds. In other words, fewer surprises and less “artisanal troubleshooting.”
Conclusion
Low cost metal 3D printing by electrochemistry is not hypeit’s a legitimate manufacturing path with real physics, real progress, and real advantages when matched to the right problem. It can reduce reliance on high-heat systems, open doors to micro-resolution metal structures, and enable clever hybrid workflows like plastic printing plus electroforming.
The smartest way to think about it is not as “the cheaper metal printer,” but as a toolbox: electrochemical additive manufacturing for localized metal growth, meniscus-confined electrodeposition for ultra-fine features, and electroplating/electroforming for practical metal surfaces and shells. Use the tool that fits the joband keep a little respect for chemistry, because it remembers everything you did.
Real-World Notes & Experiences (The Stuff You Learn the Hard Way)
People love to ask, “Is electrochemical metal 3D printing easy?” The honest answer is: it’s simpler hardware with pickier process behavior. If you’re coming from laser-based metal printing, you’ll be pleasantly surprised by the lack of roaring heat, expensive optics, and powder paranoia. But you’ll also discover new ways for a build to go sidewaysquietly, politely, and with a thin film of metal fuzz.
One of the first “aha” moments is that the electrolyte is basically a living system. It changes over time. It reacts to contamination. It responds to temperature, agitation, and how long it’s been sitting around. In practical environments, teams learn to treat electrolyte health like they’d treat resin health in photopolymer printing: track it, filter it when appropriate, and don’t assume it’s identical today just because it was well-behaved last Tuesday.
Next comes the lesson about geometry vs. patience. Electrochemical deposition can do gorgeous fine features, but “gorgeous” and “fast” rarely arrive holding hands. If you’re trying to build a chunky volume, you quickly realize why many successful workflows either: (a) focus on micro-parts where volume is small, or (b) use hybrid strategieslike depositing only the functional metal region, or plating a lightweight printed core. The goal becomes less “print the whole wrench” and more “print the part that matters, then let everything else be cheap.”
Another practical experience: starting the deposit cleanly is half the battle. Good nucleation and adhesion depend on surface prep and consistent conditions. If deposition starts unevenly, the build tends to stay unevenlike a bad haircut that keeps getting worse because you “fixed it yourself.” In real workflows, teams spend serious time dialing in that first layer (or first few seconds of deposition), because it determines whether the rest of the structure grows confidently or turns into a spiky science project.
Then there’s current density discipline. It’s tempting to crank up current to go faster, but that’s where roughness, dendrites, and poor mechanical integrity can show up. Many practitioners end up using more conservative settings, clever pulsing, or better mass transport rather than brute force. The pattern is consistent: stability beats speed, and stability eventually enables speed.
The “shop floor reality” lesson is safety and compliance. Electrochemistry may avoid high-temperature hazards, but it introduces chemical handling, ventilation considerations, and waste management responsibilities. Successful teams build simple, repeatable routines: labeling, secondary containment, compatible materials, and clear disposal pathways. This doesn’t have to be expensivebut it does have to be deliberate.
Finally, the most useful experience is strategic: pick applications where electrochemistry is unfairly good. That usually means high-resolution metal features, conductive paths, micro-architectures, functional coatings, or metal shells over inexpensive cores. When you aim at those problems, electrochemical metal printing feels like a cheat code. When you aim at “replace every metal AM method everywhere,” it feels like you brought a scalpel to chop wood.